全國服務熱線 13925908523

銑削
6.1 銑削的定義
中文名稱:銑削
英文名稱:milling
定義:銑刀旋轉作主運動,工件或銑刀作進給運動的切削加工方法,見圖6-1。
銑削是平面的主要加工方法之一。銑削時,零件隨工作臺的運銑刀的旋轉是主運動。
常用的升降臺臥式銑床和立式銑床,圖6-2所示。銑削大型零件的動是進給運動。銑床的種類很多,平面則用龍門銑床。多用于批量生產,生產率較高。
加工對象:平面(水平面、垂直面、斜面)、溝槽(直角槽、鍵槽、V形槽、燕尾槽、T形槽、圓弧槽、螺旋槽)、成形面、孔(鉆孔、擴孔、鉸孔、銑孔)和分度工作。
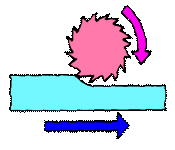
圖6-1 銑削過程示意圖
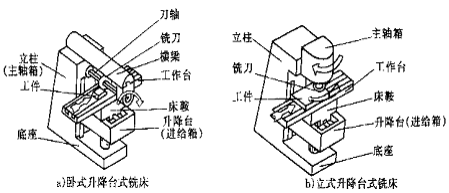
圖6-2 臥式、立式銑床結構
6.2 銑削的工藝特點
1. 生產率較高
銑刀是典型的多齒刀具。并且參與刀削的切削刃較銑削時有幾個刀齒同時參加工作。且無刨削那樣的空回行程,切削速度也較高。但加工狹長平面或長直刨削比銑削生產率高。
2. 振動容易發(fā)生
銑刀的刀齒切入和切出時產生沖擊,并將引起同時工作刀齒數(shù)的增減。在切削過程中每個刀齒的切削層厚度隨刀齒位置的不同而變化,引起切削層橫截面積變化
3. 刀齒散熱條件較好
銑刀刀齒在切離工件的一段時間內,可以得到一定的冷卻,散熱條件較好,但是,切入和切出時熱和力的沖擊將加速刀具的磨損,甚至可能引起硬質合金刀片的碎裂。
4. 加工精度
加工精度一般為IT8~IT7,表面粗糙度Ra值為1.6~3.2mm。
6.3 逆銑與順銑的區(qū)別
v 逆銑時,每個刀齒的切削層厚度是由零增大到最大值。刀齒接觸工件的初期,不能切入工件,而是在工件表面上擠壓、滑行,使刀齒與工件之間的摩擦加大,加速刀具磨損,同時也使表面質量下降。順銑時,每個刀齒的切削層厚度是由最大減小到零。
v 逆銑時,銑削力上抬工件;而順銑時,銑削力將工件壓向工作臺,減少了工件振動的可能性,尤其銑削薄而長的工件時,更為有利。
v 順銑時忽大忽小的水平分力Ff與工件的進給方向是相同的,工作臺進給絲杠與固定螺母之間一般都存在間隙,間隙在進給方向的前方。由于Ff的作用使工件連同工作臺和絲桿一起向前竄動,造成進給量突然增大甚至打刀。而逆銑水平分力與進給方向相反,銑削過程中工作臺絲桿始終壓向螺母,不會引起工件竄動。如圖6-3,6-4所示。
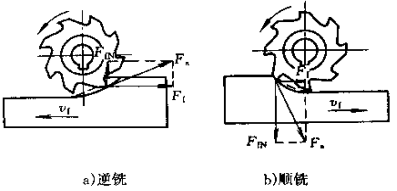
圖6-3 逆銑和順銑
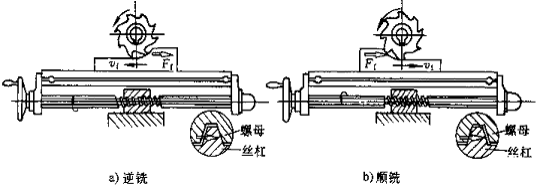
圖6-4 逆銑和順銑時絲桿螺母間隙
逆銑與順銑的確定:
w 根據(jù)上面分析,當工件表面有硬皮,機床的進給機構有間隙時,應選用逆銑。因為逆銑時,刀齒是從已加工表面切入,不會崩刃;機床進給機構的間隙不會引起振動和爬行,因此粗銑時應盡量采用逆銑。生產中多用逆銑。
w 當工件表面無硬皮,機床進給機構無間隙時,應選用順銑。因為順銑加工后,零件表面質量好,刀齒磨損小因此,精銑時,尤其是零件材料為鋁鎂合金、鈦合金或耐熱合金時,應盡量采用順銑。
6.4 銑削的應用
主要用來加工平面(包括水平面、垂直面和斜面)、溝槽、成形面和切斷等。單件、小批生產中,加工小、中型工件多用升降臺式銑床(臥式和立式兩種)。加工中、大型工件時可以采用龍門銑床。龍門銑床與龍門刨床相似,有3~4個可同時工作的銑頭,生產率高,廣泛用于成批和大量生產中。在單件小批生產中,有些盤狀成形零件,也可以用立銑刀在立式銑床上加工。
1. 端銑
對稱端銑:銑刀和工件相對對稱。
不對稱端銑:銑刀和工件相對不對稱。
可以通過調整銑刀和工件相對位置來調節(jié)刀齒切入和切出時的切削層厚度,改善銑削過程。 見圖6-5所示。
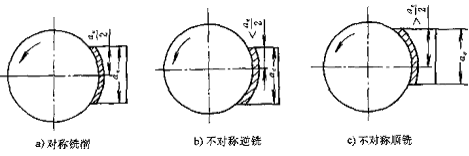
圖6-5 端銑
2. 周銑和端銑比較
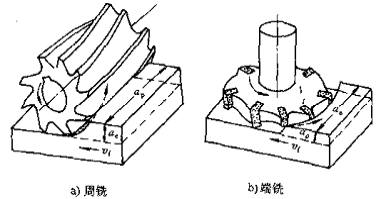
圖6.6 周銑和端銑
v 周銑時,同時工作的刀齒數(shù)與加工余量有關,一般僅有1~2個。而端銑時,同時工作的刀齒數(shù)與被加工表面的寬度有關,而與加工余量無關。
v 端銑的切削過程比周銑時平穩(wěn),有利于提高加工質量。
v 端銑刀的刀齒切入和切出工件時,雖然切削層厚度較小,但不像周銑時切削層厚度變?yōu)榱悖瑥亩纳屏说毒吆蟮睹媾c工件的摩擦狀況,提高了刀具耐用度,并可減小表面粗糙度。
v 端銑刀直接安裝在銑床的主軸端部,懸伸長度較小,刀具系統(tǒng)的剛度較好,而圓柱銑刀安裝在細長的刀軸上,刀具系統(tǒng)的剛度遠不如端銑刀。
v 端銑刀可方便地鑲裝硬質合金刀片,而圓柱銑刀多采用高速鋼制造。端銑時可以采用高速銑削,不僅大大提高了生產效率,也提高了已加工表面質量。
3. 銑平面
銑削平面是周銑和端銑的復合加工,根據(jù)銑刀的不同,一般有以下用途。
(1)鑲齒端銑刀:刀齒為硬質合金,切削速度Vc>100m/min,生產率高,主要加工大平面。
(2)套式立銑刀:高速鋼,切削速度Vc為30~40 100m/min,生產率低,用于銑削各種中小平面和臺階面。
(3)圓柱銑刀:高速鋼,臥銑銑削中小平面。
(4)三面刃銑刀:臥銑銑削小型臺階面和四方、六方螺釘頭等小平面。
(5)立銑刀:銑削中小平面。
4. 銑溝槽
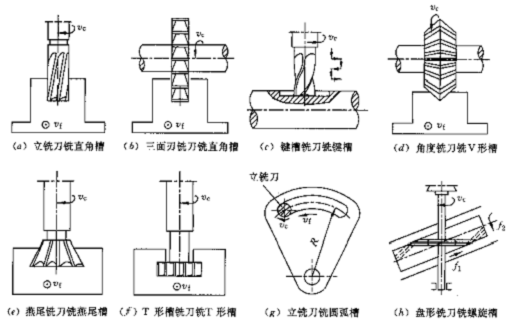
圖6-7銑溝槽的方法
翔福泰機械設備有限公司(寧波分公司)
地址:寧波 余姚市 大隱鎮(zhèn)上皇38號
電話:0574-62912489
傳真:0574-62914299
手機:018657458056(肖經理)
 手機掃一掃
手機掃一掃